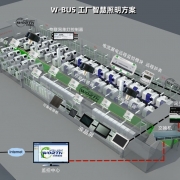
现代化工厂照明和用电设施不完善容易导致生产各个环节出现问题,定制工厂照明方案,能够最大程度改善工厂照明,提高用照明电效率,节省不必要的电能浪费。
在工业厂房中引入智能照明管理系统,实施先进的管理方法,可实现对厂房照明的精细化控制,为员工提供明亮的工作环境,同时可获得较为可观的节能效果。照明系统工作在全自动状态,系统将按预先设置切换若干基本工作状态,根据预先设定的时间自动地在各种工作状态之间转换,可更好地改善厂区的工作环境,提高生产员工工作效率。仓库或公共办公区域设定场景控制、人体及照度感应控制,降低照明时长,生产线区域或中央集控,提高工作效率;公共区域无人时保持基本照明可设定固定时间切换灯具,延长灯具寿命,仓库及堆料场装卸区可设置人体红外感应,根据需求自动感应,整个照明系统弱电控强电,降低工人误操作风险;联动消防应急照明系统,火灾等突发事件强启应急照明,快速撤离。
1)自动方式
定时控制:根据不同的时间段设置相应的场景对灯光进行控制;
2)手动方式
在消防控制室以及现场的智能控制面板也能对各种灯光进行控制。
在监控计算机上安装该系统的可视化软件,通过监控计算机上的通讯接口可以实时接受信号,并在可视化软件界面上显示灯光的状态,也可以在监控计算机上控制灯光的开启。
备注:
一、智能照明控制系统对本次改装的照明(主要为公共区)进行集中控制、定时控制。
本系统元件设立如下:
在消防控制室设置智能照明监控主机进行集中控制。
在消防控制室设置智能控制面板以及时钟控制器,在值班室等处设置智能控制面板,其中智能控制面板带场景功能。
在受控区域所属照明配电箱内安装开关驱动器模块。
其中开关驱动器模块应具有过零切换、断电保持等功能,以保证模块的寿命以及当市电恢复时不必手动操作就能自动恢复供电,保证公共场所的秩序和安全。
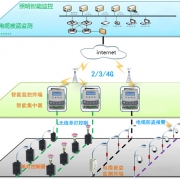
二、智能照明控制系统的网络结构:
各个控制元件通过控制总线以树形、星形、线形等任意非闭环的形式组网。系统为2条线路。模块供电由控制总线统一供电。
控制总线采用RVV 4*0.75,穿SC20钢管敷设。
控制总线可沿线槽及电缆槽盒敷设。
三、智能照明控制系统的控制方式:
1)自动方式
定时控制:根据不同的时间段设置相应的场景对灯光进行控制;
2)手动方式
在消防控制室以及现场的智能控制面板也能对各种灯光进行控制。
3)可视化软件控制
在监控计算机上安装该系统的可视化软件,通过监控计算机上的通讯接口可以实时接受信号,并在可视化软件界面上显示灯光的状态,也可以在监控计算机上控制灯光的开启。
四、智能照明系统在实际施工中需由厂商配合做深化施工图设计。具体工程数量以厂商深化施工图为准。
友情链接: